
Históricamente Boero tenia en carpeta invertir en su propia fundición. Desde marzo de 2015, asumió el compromiso de poner otra vez en marcha un gigante derrumbado por una
profunda crisis económica La Fundición Santiago Martínez es capaz de fundir piezas medianas a pesadas para la industria del camión y maquinarias agrícolas.
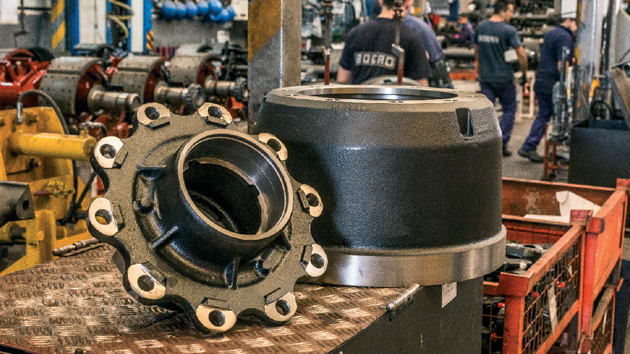
Ignacio Boero pudo cumplir con uno de los proyectos que tenía su padre: auto proveerse,con la fundición de dosde los componentes básicos de los ejes que -desde hace más de 25 años- lideran el mercado como equipamiento –principalmente- de acoplados y semirremolques de fabricación nacional. Masas y campanas llegan a la planta de Alvear, desde la Fundición Santiago Martínez emplazada desde hace seis décadas, a unos 20 kilómetros de distancia, en la localidad de Granadero Baigorria. Desde marzo de 2015, ese gigante parado, ha vuelto a tomar impulso a través de importantes inyecciones de inversión económica como en la aplicación de las mismas metodologías culturales de trabajo y estándares (con tecnología de punta en maquinarias) que Boero lleva a cabo en su propia fábrica.
La auto-provisión de masas y campanas tiene como principales ventajas, la nacionalización del producto como un abastecimiento seguro (antes se importaban de Brasil o los proveía sin constancia, Paraná Metal), el controlde la calidad, la cadena completa para cumplir con la entrega a los clientes y en consecuencia, mayor eficiencia en el costo (se logra un precio final más competitivo) pues ambos componentes- representan entre un 25 a 30% del valor total de la fabricación del eje.
Si bien el mercado de patentamientos de acoplados y semirremolques, cayó un 7% respecto a 2015. Boero mantuvo una comercialización constante durante todo el año (con picos en julio-agosto). Incluso, específicamente en lo que refiere a ejes estiman superar las ventas del año pasado gracias a que se mejoró su valor en dólares en un 15%. Esto, no sólo por la auto-producción de las masas y campanas, también por un trabajo intensivo del departamento de compras con los proveedores. Hubo un gran esfuerzo incluso afrontando lashistóricas ofertas de Brasil, con precios muy bajos e inéditos, producto de la fuerte caída de su mercado interno.
Si biencuestiones como el cambio de las reglas de importación y los fuertes aumentos de los servicios energéticos (se pasaron a pagar de $180 a $800 mil pesos en facturas de electricidad) por el momento no modifican la apuesta de la fundición propia,están llevando a algunos replanteos del negocio. De todos modos, la generación de nuevos proyectos productivos de piezas medianas y grandes para la industria del camión y la maquinaria agrícola prontos a concretarse(detalles que expondremos en un próximo artículo), están obligando la puesta en marcha de un moderno horno eléctrico a inducción a partir de 2017. “La producción en escala es la clave para cubrir los costos y mantener la rueda en funcionamiento”, dice Gonzalo Armida, el Gerente de Planta, anfitrión en la visita de Planeta Camión Revista, junto a Franco Carnevali (Certificaciones), Lucas Vidalle Responsable calidad desarrollo y tecnología, Bernardo Payró (Ventas y nuevos Negocios) y Pablo Bogado (Ventas).
Actualmente la Fundición Santiago Martínez divide su producción en un 70% para proveer a Boero y un 30% a otras marcas como CNH Industrial, AgcoAllis, Massey Ferguson y Deutz, entre otras.
En una superficie de nueve hectáreas, la mitad está cubierta por una infraestructura que abarca todas las áreas del proceso productivo además de los galpones de Planta 2 (hoy en stand by) donde se aloja, uno de los más modernos Hornos eléctricos de características únicas en Argentina. Con capacidad para 10 toneladas de metal por hora, este horno a estrenar, podrá complementar y ser alternativa al único que actualmente funciona y data de 1970.

A pesar de los años de servicios prestados, trabaja de domingos a viernes a 1.450 grados procesando, diariamente,20 toneladas líquidas de metal para “colar”alrededor de 300 a 350 moldes. Estos moldes de “arena verde”, están dispuestos en 101 zorras que se desplazan por las vías del carrusel productivo que completa dos vuelta y media a tres por jornada.
El crecimiento de la fundición queda expuesto en estos números: En marzo de 2015 se producían 180 toneladas mensuales. Al incorporarse nuevos negocios, se alcanzó y se superó las 300 tn y se estima que esta producción crecerá un 30% más en 2017.
Mientras las masas son de una sola especificación, las campanas pueden tener variantes aunque existe un modelo casi estandarizado. La producción de campanas es mayoritaria ya que buena parte también se destina al mercado de reposición. Una campana se produce con menos de 7 días de stock para sacarla completa.
Proceso de produccion
Mientras en un sector se prepara el metal (se define la aleación según la especificación de la norma correspondiente: si es gris, nodular, etcétera)en otra línea se van produciendo los moldes que se colocan en los 101 zorras del carrusel. Cuando se trata de una pieza hueca, el molde utiliza una resina conocida, en la jerga, como noyo.
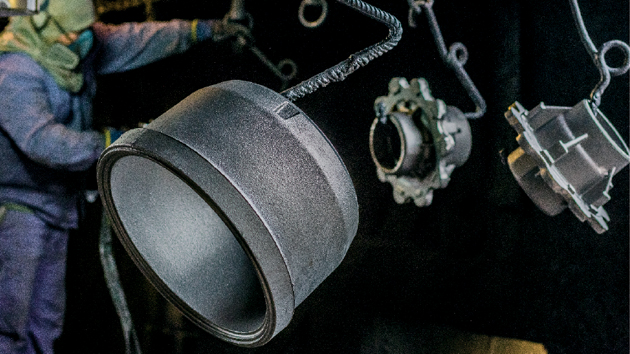
Al llegar al sector donde están el horno y la cuchara de fusión, se haceel colado (la introducción del metal líquido en el molde). Después de unas dos horas de enfriamiento, al completarse la vuelta, se desmolda la pieza en una zaranda mecánica. La arena verde (material del molde que incluye Arena más carbón mineral y bentonita) cae en una cinta de recuperación subterránea a través de una noria que lo lleva hasta un silo que lo devuelve otra vez al circuito.
La pieza posteriormentepasa al sector de“rebabado” donde los restos de la colada se separanpara reutilizarse como materia prima. La pieza se granalla, pasa otra vez por el rebabado y amolado de las uniones y finalmente por una inspección para su aprobación o reproceso. El próximo paso es el de pintura con anti-óxido salvo que se requiere alguna pintura específica (poliuretano o epoxi). Las piezasque están destinadas aBoero, tras el anti-óxido se mecanizan(en tornos y centros de mecanizado a control numérico).
En cuanto al material, básicamente se utiliza además del retorno de la colada, chatarra de acero seleccionada y dimensionada. Con el agregado de ferroaleaciones(aleantes de mayor pureza) se logra la calidad y el ajuste del material para lograr el cumplimiento de las especificaciones de las aleaciones de norma. Luego, gracias a un espectrómetro se controla lacomposición química, logrando así garantizar las características químicas y mecánicas de la pieza.
En cuanto a la tecnología, el proceso incluye:
• Sistema automático de moldeo. Moldeo de alta presión para estabilidad dimensional de los componentes
• Laboratorio de arena y metalográfico para lograr la adecuación a lo referente a especificaciones de material y garantizar la calidad de moldeo deseada.
• Tecnología de mecanizado disponible. Para poder entregar soluciones completas (piezas mecanizadas, terminadas) y mejorar condiciones logísticas en cada componente
• Máquina de medir CMM y máquina de ensayos físicos. Es el complemento ideal para garantizar la calidad dimensional de los componentes producidos y la máquina de ensayo permite confirmar el cumplimiento de manera efectiva, de las normas de material.
La re-certificación ISO TS16949 para 2017, uno de los requerimientos que exigen las terminales automotrices y de maquinarías agrícolas, es el próximo paso para garantizar el sistema de calidad de producción de piezas medianas y pesadas de fundición que necesitan estas industrias. En el próximo número de Planeta Camión Revista lo desarrollaremos con más detalles.